WaterJet carved Bumper Bracket on '33 Plymouth Coupe.
Water Jet Cutting has become affordable and widely available. I recently
had some bumper brackets for my street rod cut on the Waterjet cutter
at the University of Utah’s Department of Engineering. What
follows is how that process worked.
Waterjet is a tool capable of slicing into metal or other materials
using a stream of water at high velocity and pressure, or a mixture
of water and an abrasive substance. A benefit of the water jet cutter
is the ability to cut material without heating it.. Minimizing the
effects of heat allows metals to be cut without harming its properties.
The kerf (width of the cut) are in the range of 0.040" to 0.050"
but can be as narrow as 0.020". Waterjet cutters are capable
of attaining accuracy of 0.005".
The particular machine used to cut these brackets had a maximum cutting
area of 24” x 24” and a maximum metal thickness of 6”
thick mild steel. Another vendor in my area offers a very large cutting
envelope of 6ft x 12ft. . Another thing that impressed me was a display
of waterjet cut aluminum Butterflies and X-mas ornaments from .020”
thick sheet aluminum. Not only will this process cut large items and
heavy steel, it will cut intricate filigree patterns for decorative
work. Imagine the possibilities
The actual cutting of two brackets from a piece of surface rusted
½” mild steel plate (provided by myself) took approximately
20 minutes total. The fee charged is based upon the actual cutting
time. There was no charge for setup. My total charge for cutting the
two brackets was $28.00.
The waterjet works from a computer file. To generate the necessary
.DXF (Drawing Exchange Format) file, I drew the part in AutoCAD. The
.DXF file format is as close as the CAD industry has to a standard
file. Almost any 2-D cad drafting software package offers the option
to save file as a .DXF format and most programs will open a DXF file
created in some other software package.
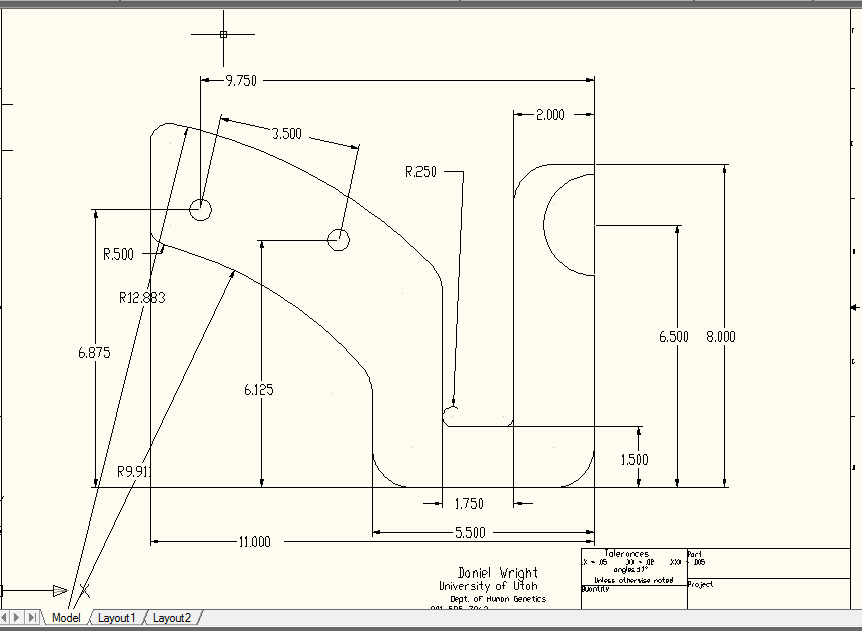
Here
you can see a screen shot of the AutoCAD DXF drawing.
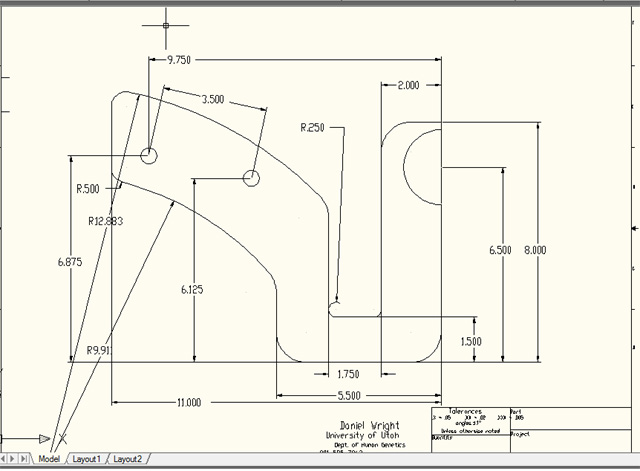
Click DXF image for larger view
I know that CAD isn’t necessarily a common tool in the hardcore
fabricators tool box, but basic CAD software is no longer expensive,
and a little CAD capability can be a real improvement in skills. To
learn a bit about the subject ask around, it isn’t that uncommon
or visit your local community college for a class.
Now while Waterjet is modern technology, I don’t want this project
to sound like some sort of computer exercise. Lets get back to the
old school basics of how I operate. In this photo you see a 1/8”
thick plywood template I made to develop my design and verify fit.

Checking fit with Plywood Template
As a matter of fact, you can see that I needed to increase the depth
of the cutout for the rear fender/gas tank cover. It’s easy
to change details at this point, modifications are much more difficult
when the steel part is finished.
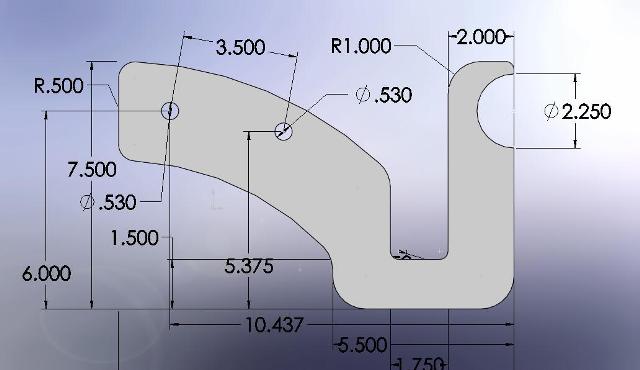
Fully dimensioned CAD Model
This rather oddly shaped bracket required quite a few dimensions to
fully define it. The process was pretty simple-- I made the plywood
bracket fit well, then I measured and translated it into the CAD drawing.
I had drawn two mounting holes to attach the brackets to existing
holes in my chassis. I drew the holes at .530” diameter so as
to have a clearance hole for a ½” bolt. I had expected
to have to drill them after the parts were cut, but after some discussion
with the machine operator about location accuracy and hole tolerance,
I had him cut those holes on the waterjet. As you can see it worked
great.

A .530" diameter mounting hole. Notice how the waterjet
pierced in the center then cut out the slug.
The cutting process was quick and simple. They opened my DXF file,
checked to be sure that I had created it at 1:1 and directed their
software to create two instances of the part to cut (I needed brackets
for both sides. They took my big heavy rusty plate of steel and put
it into the cutting bath. The actual cutting is done with the part
and cutting head immersed in water to control splatter. Then they
loaded about 40 pounds of 80 grit Garnet Abrasive into the hopper
and pushed “Go”. The water bubbled and the machine pulsed
and hummed. I was able to watch the cutting proceed on an adjacent
computer monitor. In about 20 minutes the job was done and I was inspecting
my new bumper brackets.

Note the smooth finish, no cleanup required.
There is very likely someone offering a waterjet cutting service near
you. Check your local yellow pages. This is a modest priced process
offering amazing versatility and accuracy. Keep it in mind when you're
considering how to whittle your next widget.

The end product is a "Gasser Style" rear bumper.